


塑料微发泡成型技术(MuCell)是将超临界流体(N₂或CO₂)注入射出机料管中,透过螺杆将超临界流体与塑料混炼成均匀单相流体。
超临界流体与熔融态高分子之匀相混合物在射出过程中因为瞬间压降造成热力学不平衡,使得流体进入模穴后气体得以从熔融态塑料当中扩散成核并长成均匀微细气泡。含有微细气泡的塑料经模具冷却固化得到微细发泡成品。现在我们先来看两个相关的视频。
一、微发泡成型过程
微发泡成型过程可分成三个阶段:
-
首先是将超临界流体(二氧化碳或氮气)溶解到热融胶中形成单相溶体并保持在高压力下(图1)。
-
然后,通过开关式射嘴射进温度和压力较低的模具型腔,由于温度和压力降低引发分子的不稳定性从而在制品中形成大量的气泡核。
-
最后这些气泡核逐渐长大天生微小的孔洞。
从制品截面可以明显看到表层还是未发泡的实体层(图2),这是由于在填充过程中模具温度较低,表面的树脂冷却迅速,细胞核没有成长的时间所以还未发泡。
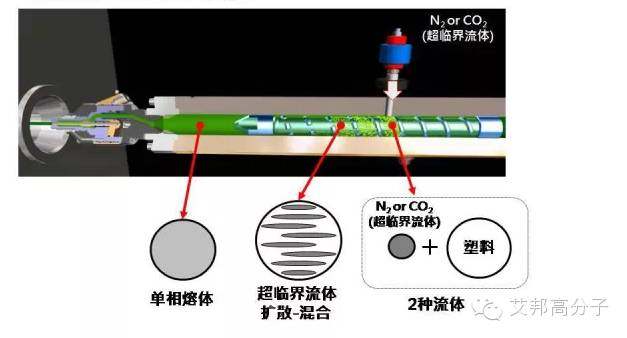
图1 注塑工艺原理
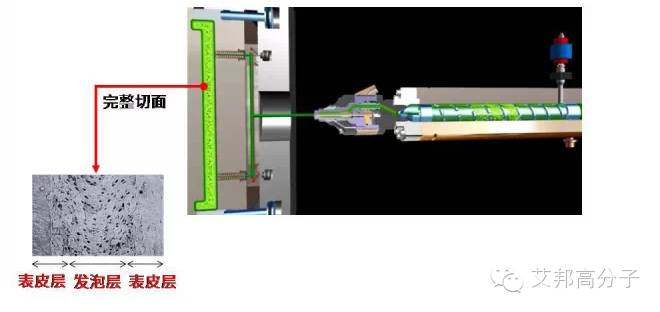
图2 制品界面剖图
二、MuCell注塑机核心:特殊螺杆与机筒
1. 螺杆具有特殊的螺纹设计——超临界流体被射进搅拌区后需要特别的螺纹来切碎超临界流体使之与热熔胶充分溶解从而形成单相融体。
2. 单相融体必须保持在一定的高压下才不会离析,Trexel的机筒有单向止逆阀和开关式射嘴设计从而在机筒前真个射出段形成一个密闭高压的区间。当注射时,开关式射嘴打开,单相融体瞬间注进模具型腔开始发泡。
三、MuCell特点及优势
1、与常规注塑成型制品的比较
微发泡模塑制品的平均成本可降低16%-20%。而这主要通过四个方面实现:
-
微发泡注塑循环周期可减少50%,从而降低了加工成本。同时注塑制品的下脚料比例降低,设备的能耗也更低。
-
对于相同类型的制品,微发泡注塑工艺可以使用更小和更少的机器,模具成本更低,从而降低投资成本。
-
由于微发泡注塑制品的密度降低,可以设计具有更薄壁结构的制品,降低制品的材料成本。
-
由于减少或消除了常规模塑在合模和保压过程中产生的模内应力,因此微发泡注塑可以制备更平、更直和尺寸精度更高的制品,从而为制品的品质和价格提升提供了更大空间。
许多其他的注塑成型工艺过程也使用或涉及气体或发泡剂,这些工艺主要有:结构发泡注塑、气体辅助注塑和化学发泡成型。
-
微发泡注塑与结构发泡注塑
|
微发泡注塑 |
优点 |
①在某些方面比结构发泡注塑更有优势,如对于大多数材料包括常用的工程塑料来说,其材料的减少和注塑循环时间的降低更加显著。②能够成型同时具有薄壁和厚壁的结构,制品设计方面的灵活性更大。 |
|
缺点 |
微发泡注塑对于具有大长厚比的制品和厚壁(大于6毫米)制品方面则没有太多优势。 |
|
|
结构发泡注塑 |
优点 |
通常用于成型较大的制品,最常见的是采用特殊的低压注塑机加工高密度聚乙烯(HDPE)原料。其制品的重量减轻可以达到10%或更多。 |
-
微发泡注塑与气体辅助注塑
|
微发泡注塑 |
优点 |
能够更多地降低制品重量,以更短的循环时间成型,并且制品翘曲较少,同时也能够消除收缩痕。 |
|
缺点 |
微发泡对于厚壁制品的成型没有优势,而且其制品的表面质量也无法达到非常完善。 |
|
|
气体辅助注塑 |
优点 |
可以成型表面质量非常高的制品,通过对模具和制品进行特殊设计,在厚壁制品的内部设计空腔实现气体辅助注塑。 |
|
缺点 |
气体辅助注塑通常只用于消除制品的收缩痕 |
-
微发泡注塑与化学发泡成型
|
微发泡注塑 |
优点 |
微发泡注塑的优势在于,许多吸热型的化学发泡剂会生成水(也产生CO₂气体),因此需要添加吸水剂以防止由于水的存在而造成聚合物熔体的降解现象。 |
|
缺点 |
对于要求透明性强和表面质量非常高的制品,采用微发泡注塑成型技术需要更加慎重 |
|
|
化学发泡成型 |
优点 |
其通常用于厚壁制品成型以消除收缩痕,同时也可以降低制品密度。 |
|
缺点 |
①对于薄壁制品使用化学发泡剂会使表面质量劣化,同时会显著降低其力学性能,从经济性角度出发,化学发泡不能够大幅度降低密度。②气体发泡剂生产批号的不同致使在生产过程中不得不随时调整生产工艺。③由于化学发泡剂本质上的热稳定性不佳,因而很难用于加工高温型树脂。④化学发泡剂通常会在树脂中有所残留,或产生副产品。⑤带有副产品或未分解化学发泡剂的树脂通常会使制品耐老化性能降低,并可能导致模具排气孔堵塞,而且,其加工过程中产生的下脚料很难就地回收使用。 |
四、MuCell微发泡注塑的新技术发展
当然,微发泡注塑成型技术也并非完美无缺,对于要求透明性强和表面质量非常高的制品,采用微发泡注塑成型技术需要更加慎重。但可以和表面喷涂结合起来,也可以和IMD(模内注塑装饰技术)结合,做出来的产品没有缩水痕、更平直、外表更美观。
来源: 腾讯视频、艾邦高分子整理
为了大家更方便的沟通,艾邦建立了超临界发泡产业交流群,欢迎相关材料企业、设备制造企业、超临界成品制造商等上下游企业的加入。

一、议题方向
|
时间 |
演讲议题 |
演讲单位 |
|
08:50-09:00 |
开场介绍 |
艾邦高分子 江耀贵 创始人 |
|
09:00-09:30 |
聚苯醚超临界连续挤出发泡板材工业化研制与应用 |
北京工商大学 周洪福 教授 |
|
09:30-10:00 |
超临界物理发泡工艺的材料特性及鞋材应用优势 |
东亚高新材料 乔洪超 经理 |
|
10:00-10:30 |
茶歇 |
|
|
10:30-11:00 |
模内烧结发泡快速成型聚合物珠粒成型体材料 |
中山大学南昌研究院 翟文涛 教授 |
|
11:00-11:30 |
3D打印发泡聚合物及其在轻量化结构中的应用 |
博理科技 范博 应用总监 |
|
11:30-12:00 |
可降解聚合物泡沫的绿色制备及应用 |
宁波材料所 汪龙 研究员 |
|
12:00-13:30 |
午餐 |
|
|
13:30-14:00 |
长碳链聚酰胺弹性体超临界发泡料的开发与应用 |
新元化学 杜辉 研发总工 |
|
14:00-14:30 |
面向鞋材快速制造的超临界发泡技术及应用 |
中国科学院福建物质结构研究所 |
|
14:30-15:00 |
高熔体强度聚丙烯和挤出发泡工艺 |
中化石化 王武聪 研发高级主管 |
|
15:00-15:30 |
增强型热塑性聚氨酯的超临界CO₂发泡及其性能 |
华东理工大学 胡冬冬 副教授 |
|
15:30-16:00 |
面向低空经济的轻质高强泡沫材料 |
香港科技大学 (广州) 王军 助理教授/博导 |
|
16:00-16:30 |
茶歇 |
|
|
16:30-17:00 |
聚合物/超临界流体体系凝聚态结构演变的原位高压表征 |
山东大学 张磊 研究员 |
|
17:00-17:30 |
超临界模压发泡材料开发及应用探究 |
宁波致微 张利 技术总监 |
|
17:30-18:00 |
轻质多功能聚合物基电磁屏蔽复合泡沫材料 |
西北工业大学 马忠雷 副教授 |
|
18:00-18:30 |
微相分离调控环烯烃共聚物多孔材料成型机理及应用 |
宁夏大学 张瑞岩 副教授/院长助理 |
|
18:30-20:00 |
晚宴 |
|
如有演讲、展台、入袋资料等合作意向,欢迎与周小姐联系:18320865613(同微信)
二、报名方式
方式1:加微信并发名片报名
徐小姐 15013454621(同微信)
邮 箱:ab020@aibang.com

方式2:在线登记报名
报名链接:
https://www.aibang360.com/m/100263?ref=172672
或者识别二维码进入报名页面登记信息

注意:每位参会人员都需要登记信息。
阅读原文,在线报名
 资料下载:
资料下载: