

超临界发泡技术作为一种绿色高效的微孔材料制备工艺,其核心在于通过温度、压力等参数调控实现泡孔结构的精确控制。其中,温度作为热力学与动力学双重作用的关键变量,对泡孔形貌、材料性能及工艺稳定性具有非线性影响。
一、气体溶解度及成核效率
温度升高会显著降低超临界CO₂在聚合物中的溶解度,这一现象遵循亨利定律与自由体积理论的综合作用机制。溶解度的下降直接导致成核驱动力减弱,单位体积内气泡成核数量减少,发泡倍率降低。
这一过程还伴随扩散速率的温度依赖性变化。根据阿伦尼乌斯方程,CO₂扩散系数随温度升高呈指数增长,但受溶解度下降的抵消作用,实际有效扩散量呈现先增后减的非单调特性。
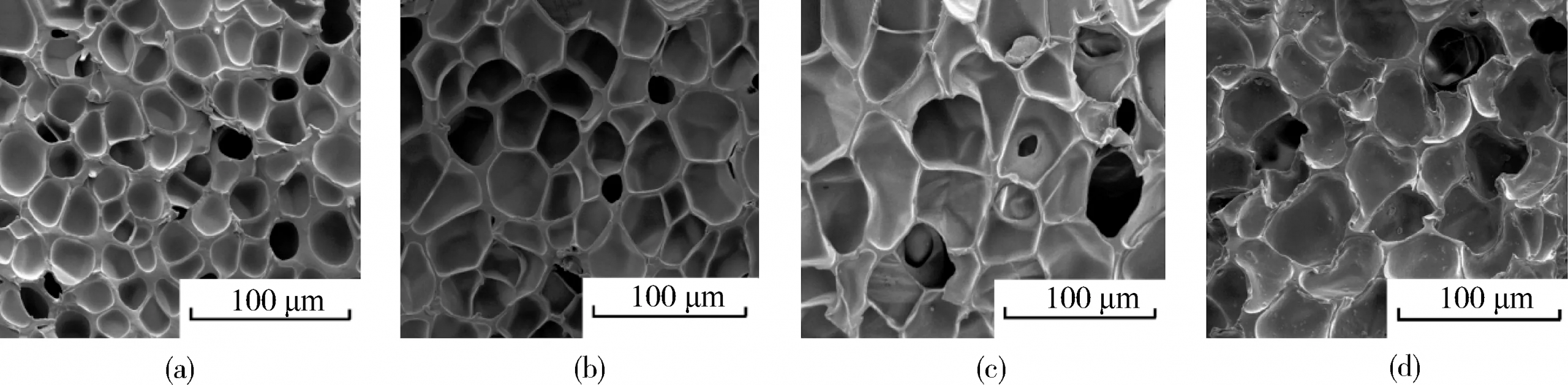 图1 POE发泡材料在不同发泡温度下的SEM照片;(a) 55℃,(b) 60℃,(c) 65℃,(d) 70℃;来源:《超临界CO2发泡热塑性聚烯烃弹性体材料的研究》。
图1 POE发泡材料在不同发泡温度下的SEM照片;(a) 55℃,(b) 60℃,(c) 65℃,(d) 70℃;来源:《超临界CO2发泡热塑性聚烯烃弹性体材料的研究》。
二、泡孔结构的调控
在超临界发泡过程中,温度通过改变聚合物熔体黏度与气体扩散速率,直接影响泡孔的生长动力学与最终形态。
当温度高于材料最佳发泡窗口时,熔体黏度降低,气泡壁的机械束缚力减弱,气体扩散速率加快,导致气泡破裂及合并概率增加,从而出现气泡塌陷、泡孔粗大或开孔等现象。这种大而稀疏的开孔结构会显著降低材料的回弹率与能量耗散效率,限制其在减震、隔音等领域的应用。
反之,当温度低于最佳区间时,熔体黏度升高会抑制气泡成核与生长,形成小而密集的闭孔结构;此外,黏度过高会导致气体扩散受阻,发泡效率下降的同事,还会出现局部泡孔塌陷或分布不均现象。极端情况下,黏度超过临界阈值,甚至会导致发泡失败,形成未膨胀的致密结构。
 温度异常对泡孔结构的典型影响
温度异常对泡孔结构的典型影响
有研究显示,将巴斯夫的TPU发泡原料(密度为1. 13 Mg·m-3 ,邵尔A型硬度为80度)进行超临界二氧化碳发泡得到E-TPU,如图2为发泡温度对E-TPU密度的影响。
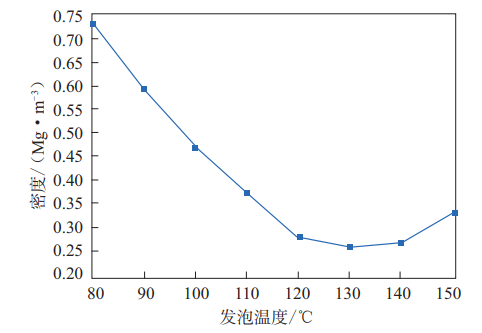 图2 发泡温度对E-TPU密度的影响,来源:《超临界二氧化碳制备热塑性聚氨酯弹性体发泡材料的发泡机理和性能研究》
图2 发泡温度对E-TPU密度的影响,来源:《超临界二氧化碳制备热塑性聚氨酯弹性体发泡材料的发泡机理和性能研究》
从图2可以看出,随发泡温度升高,E-TPU密度先减后增,在130 ℃左右密度最小;随着发泡温度升高,气泡核不断膨胀长大,E-TPU密度减小;当达到一定发泡温度再继续升温时,气泡出现破裂、合并、塌陷等现象,材料表面变瘪,从而使 E-TPU密度增大。
当发泡温度为80℃时,E-TPU颗粒较硬且小,这是因为发泡温度不够高,气泡缺乏膨胀动力,且TPU强度较大,气泡膨胀的阻力较大,内部气泡未完全膨胀起来。
温度对超临界发泡鞋材的影响涉及多个因素,在实际生产中,需结合材料特性(如极性、结晶度)与设备条件找到温度平衡点。如通过梯度控温,如分段加热、冷却(高温阶段促进气体溶解与扩散,低温阶段提升熔体强度稳定气泡),此外还可添加成核剂(如纳米二氧化硅)优化泡孔结构。
参考文献:
[1]丁美娟,曹贤武,梁健飞,等.超临界CO2发泡热塑性聚烯烃弹性体材料的研究[J].中国塑料,2019,33(01):1-5.DOI:10.19491/j.issn.1001-9278.2019.01.001.
[2]单体坤,马文良,秦柳,等.超临界二氧化碳制备热塑性聚氨酯弹性体发泡材料的发泡机理和性能研究[J].橡胶工业,2018,65(05):514-517.
 资料下载:
资料下载: